

地选择合金系统。耐磨堆焊合金成分的选择应遵循下列原则
(1)满足零件的使用要求。工件的工作条件不同,要求堆焊层的性能也不同。例如锻模堆焊要求堆焊层具有抗高温磨损和抗热疲劳的能力;而阀门的阀座和阀板(阀瓣)的堆焊则要求堆焊层具有高温耐磨损、耐冲刷和耐腐蚀的能力。要满足这些不同的要求,堆焊层合金成分的选择也不同。
(2)具有良好的焊接性。便于用简单的工艺而使工件在堆焊时不易产生缺陷
(3)符合我国资源条件,便于立足于国内,落实“独立自主,自力更生”的方针。目前,因我国镍资源相对贫乏,应尽可能少用镍在现代工业技术中,人们已创造出越来越多的堆焊金属,主要是铁基、钻基、镍基和铜基合金,其中应用最广的是铁基合金。为了叙述方便,我们根据堆焊零件的工作特点,将堆焊金属大致分为14类:
① EDPMn、 EDPCrMn、 EDPCrMnSi、 EDPCrMnv、 EDPCrSi型普通低中合金钢堆焊焊条。这类焊条一般用于常温及非腐蚀条件下工作的零件和部件的堆焊。含碳量低的焊条硬度较低,韧性较好,适用于在激烈的冲击载荷下工作的,如车轮、车钩、轴、齿轮、铁轨等的磨损部件的堆焊。含碳量高的焊条硬度较高,韧性较差,适用于带有磨料磨损的冲击载荷条件下工作的,如推土机刃板、挖泥斗牙、混凝土搅拌机叶牙、水利机械及矿山机械等零部件的堆焊
堆焊时,随着焊缝中碳、锰等元素含量的增加,淬火倾向越来越大。为了防止裂纹,堆焊大
型工件或母材为中碳钢时,需预热至200-400℃。含锰量较高的堆焊层易产生过热,因此不希望连续堆焊。
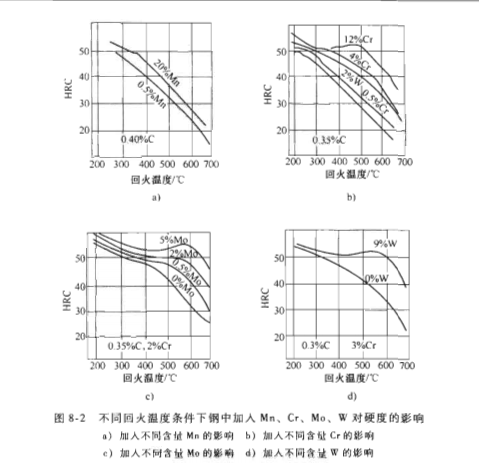
② EDRCrMnMo、 EDRCrW、 EDRCrMn WⅤ型热强合金钢堆焊焊条。这类焊条的熔敷金属除cr外,还含有Mo、W、Ⅴ或Ni等其他合金元素,在高温中能保持足够的硬度和抗疲劳性能。主要用于锻模、冲模、热剪切机刀刃、轧辊等的堆焊。对这类零件堆焊层的性能要求主要是具有良好的热硬性(通常要求工作时其硬度不低于HBW300)和耐热疲劳性金属在高温下要保持足够的硬度,必须在碳钢中加入这样的合金元素:它们能和碳结合成牢固的碳化物,并且能降低碳在金属中的扩散速度(合金元素原子的大小与铁原子的大小相差大越有效),使碳化物在高温下不致分解或聚集。经验证明,加入钨、钒、钼等合金元素效果较好,铬也有一定效果,锰的效果较差,如图8-2所示若要求金属在反复热循环条件下不产生疲劳裂纹,则希望堆焊金属的相变温度(Ac1)较高这样在热循环条件下可以减少体积的变化,从而避免疲劳。实践证明,在钢中加入钛、钼、钨硅对提高Ac1的作用最有效考虑到这类工件的堆焊层金属常受到较大的冲击载荷,因此还要求堆焊层有优良的冲击韧度,故一般在堆焊金属中含碳量不宜很高,通常为0.3%-0.5%(质量分数)。过多地增加碳只能提高常温下的硬度,但对高温下的硬度井无明显好处,反而使焊接性变坏。当然含碳量也不宜过低,如果低于0.2%~0.25%(质量分数),就会影响堆焊层的使用性能日前,堆焊热加工工具的堆焊层常用的合金系统有 Cr- Mn-Mo和CrW(一般另含有质量分数为0.30%左右的钒)。这两种合金系统的堆焊层组织都属于珠光体型。另外,还有奥氏体型堆焊金属(如Cr-MnMoW。V合金系统)、非铁基系统和钴基系统(如 Co- Cr-W合金)。其化学成分可参见表86。EDRCrMnMo-15(D397)是低氢钠型药皮的堆焊焊条,采用直流电源,焊条接正极,常用以焊补热锻模,也可用于修复5 CrMnMo、5 CrNiMo、5 CrNiSiW钢制作的旧锻模。以前,一些发达国家常用50 CrNiMo作为堆焊锻模合金(合金中加入Ni是为了提高其淬透性和冲击韧度),但由于Ni较Mn稀贵,故我国用Mn代替Ni。实践证明, EDRCrMnMo-15比50 CrNiMo的热硬性还好,两种合金在不同回火温度下的硬度比较如图83所示。






